手 机:136 1616 0658 薛经理
电 话:0510-8657 3878
传 真:0510-8657 3200
邮 箱:1435985517@qq.com
网 址:gxng.net
每日彩票地 址:江苏省江阴市徐霞客镇璜塘工业园富业路16号
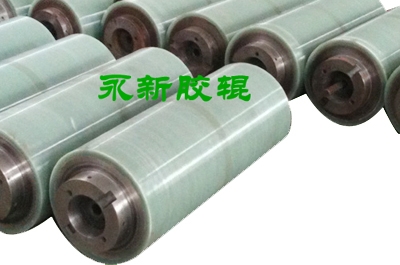
使用中的电火花线切割机床的导轮要格外注意,当轴承旋转不够灵活或有异物卡阻时,丝会在V形槽内干勒,瞬间V形槽的形状精度就损失掉了。轴承工作环境不可进污水,含杂质的污水研磨轴承是非常快的。更值得注意的是轴承绝不允许流过电流,如果高频电源以此做通道,瞬间的腐蚀都是非常严重的。
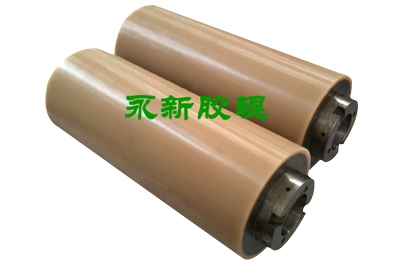
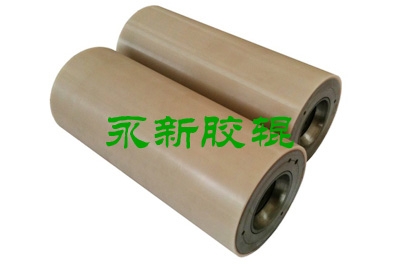
聚氨酯滚轮又称导叶轮,它是一个固定不动的圆盘,位于叶轮的外缘、泵壳的内侧,正面有包在叶轮外缘的正向导叶,背面有将液体引向下一级叶轮人口的反向导叶。液体从叶轮甩出后,平缓地进人,沿正向导叶继续向外流动,速度逐渐下降,静压能不断提高。液体经背面反向导叶时被引向下一级叶轮。
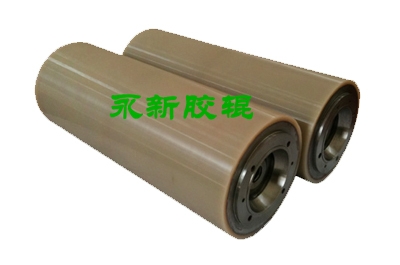
由于聚氨酯胶辊进口边后掠会导致进口边在轴向的位置发生变动,设计叶片前倾角的目的就是为了使叶片的进口边在同一个轴平面上。通常冲角取几度左右,如果冲角设计为0°的话,汽蚀就有可能在叶片工作面或者背面发生.也有可能在两个面上交替振荡发生。设计几度的冲角是为了消除这种不确定性并确保汽蚀在叶片背面发生。